Постройка самых разнообразных приборов и устройств автоматики на занятиях кружка требует наличия широкого ассортимента инструментов. Выбор и количество инструментов будет зависеть от того, какие именно приборы вы задумали построить. Для начинающих нужен самый минимум инструмента. Но для учащихся, которые намерены продолжить занятия в кружке 2-й и 3-й год и строить более сложную аппаратуру, необходимы самые разнообразные инструменты. Это условие является фундаментальным в организации работы кружков электронной автоматики. Необходимо также уделять внимание качеству инструментов. Приобретая инструменты для занятий кружка, учтите следующий совет: лучше приобрести меньше инструментов, но зато пусть они будут качественными. Цена отдельных инструментов немалая, да и закупить сразу весь необходимый комплект не всегда представляется возможным. В этом случае приобретайте инструменты периодически и постепенно.
Какие же инструменты необходимы для проведения занятий кружка электронной автоматики? Полный комплект их насчитывает множество различных наименований. Однако все инструменты можно разбить на 2 основные группы: электромонтажные инструменты индивидуального пользования и слесарные инструменты общею пользования.
Электромонтажные инструменты составляют следующий комплект:
- Электропаяльник мощностью 30—40 вт на 36 в,
- Пинцет.
- Бокорезы.
- Плоскогубцы.
- Нож монтажный.
- Отвертка под винты 0 3 мм.
- Щипцы для снятия изоляции.
Количество комплектов этих инструментов должно соответствовать числу рабочих мест плюс 2 комплекта запасные, т. е. 17—18 комплектов. Перечисленные выше инструменты являются индивидуальными, поскольку выдаются на время занятий полным комплектом каждому члену кружка в его индивидуальное пользование.
Инструменты общего пользования, как на это и указывает их определение, предназначены для использования их в процессе работы всеми членами кружка. Каждый отдельный инструмент, входящий в этот комплект, в большинстве случаев может быть представлен в 1—2 экземплярах. И этого вполне достаточно. Работая в кружке над конструкциями, ребята, как правило, используют различные инструменты. И если в это время занят один инструмент, производится та операция, для которой инструмент имеется.
Инструменты общего пользования: слесарно-монтажный, ударный, режущий, измерительный. Разумеется, далеко не все инструменты, объединенные по вышеперечисленным признакам, находят применение в практической работе кружка. Поэтому приобретать следует только наиболее необходимые из них:
- Пассатижи или кусачки (острогубцы) 2 шт.
- Круглогубцы 2 шт.
- Отвертки с широкой лопаткой 5 шт.
- Ножницы 5 шт.
- Шило 2 шт.
- Резаки 16 шт.
- Разводной ключ 1 шт.
- Торцевой ключ 1 шт.
- Тиски слесарные 2—3 шт.
- Тиски настольные 5 шт.
- Молоток слесарный 2 шт.
- Киянка 1 шг.
- Ручная ножовка с комплектом полотен 2 шт.
- Ножовка по дереву 1 шт.
- Напильники разных сечений по 2 шт.
- Рашпили 3 типов по I шт.
- Набор надфилей щ 3 компл.
- Стальная щетка 1 шт.
- Сверла диаметром: 1—3,2 мм 10 компл.
3,5—5,0 мм 5 компл.
5,5—10,0 мм 2 компл.
более 10,0 мм 1 компл.
- Зенкеры и развертки 1 компл.
- Метчики и плашки под винты и гайки 0 2,5 мм,
3,0 мм, 4,0 мм, 5,0 мм 2 компл.
- Дрель ручная 1 шт.
- Ручные ножницы по металлу 1 шт.
- Шлифовальная шкурка 3 м2
- Чертилка 5 шт.
- Разметочный циркуль 2 шт.
- Кернер 2 шт.
- Линейки металлические: 30—40 см И шт.
100 см 1 шт.
- Штангенциркуль 2 шт.
- Микрометр 1 шт.
- Резьбомер 1 шт.
- Угольник 1 шт.
- Электродрель 1 шт.
- Электроножнииы 1 шт.
- Бормашина 1 шт.
- Поверочная плита 1 шт.
П
- Зубило
- Электропаяльник 90 вт
Рассмотрим теперь отдельные типы, особенности, применение и содержание инструментов, входящих в оснащение лаборатории электронной автоматики.
Электропаяльник — основной монтажный инструмент. В практической работе кружка должны использоваться исключительно низковольтные паяльники на напряжение не выше 36 в, мощность 30—40 вт. Применение низковольтных паяльников вызвано требованиями электробезопасности. Вместе с тем все еще широко распространены паяльники на 127 и 220 в. Обращаться с ними нужно очень осторожно, особенно после ремонта, так как обмотка паяльника может замыкаться на его корпус и привести к поражению электрическим током. Если нет возможности приобрести готовые электрические паяльники на 36 в, советуем низковольтные паяльники изготовить самим, намотав 50 витков нихромового провода диаметром 0,5 мм на основание высоковольтного паяльника.
Для пайки массивных деталей необходимо иметь также 1—2 мощных 90-ваттных паяльника.
Подставки под паяльники, или, как их иначе называют, паяльницы, могут быть любой конструкции, однако все они должны полностью соответствовать своему назначению. Паяльница служит не только подставкой под горячий паяльник, но на ней также закрепляют небольшие коробочки из металла или теплостойкой пластмассы с канифолью и кусочками припоя, а поверхность паяльницы служит для залуживания проводников. Целесообразно поэтому, чтобы подставка под паяльник была металлической, а основание — из теплоизоляционного материала.
Один из вариантов паяльницы. Основанием служит отрезок 15-мм доски размером 250X80 мм. Подставка в форме буквы «М» изготовлена из листового металла или железного прутка диаметром 4 мм. Основание паяльницы окрашено нитрокраской в темный цвет.
Плоскогубцы предназначены для захвата и зажима мелких деталей, поддерживания гаек и винтов во время монтажных операций, изгибания и выравнивания проводов.
Бокорезами перекусывают медные провода, укорачивают выводы радиодеталей диаметром не более 1 мм. У хороших бокорезов острые режущие грани должны прилегать одна к другой без зазора. Тонкий провод перекусывают самым концом режущих граней бокорезов, а более толстый провод — средней частью режущих граней.
Пинцет служит для поддержания припаиваемых проводов и мелких деталей. Наибольшую популярность завоевали так называемые медицинские пинцеты как наиболее удобные. Однако для целей монтажа с успехом подойдут любые разновидности пинцетов, включая и самодельные. Роль пинцета в выполнении качественного электромонтажа переоценить трудно. Рабочие места, на которых нет монтажных пинцетов или они подменены различного рода плоскогубцами, щипчиками и т. д, нельзя считать подготовленными для проведения занятий. В этом случае руководителю кружка следует придерживаться следующего правила: чтобы ребята научились правильно и красиво монтировать, лучше временно использовать самодельные пинцеты, чем ждать, когда появятся «магазинные» или подменять их другими инструментами.
Отвертки применяются в монтажно-слесарных работах для заворачивания и отворачивания винтов. К основным размерам отверток относятся длина отвертки и ширина ее лопатки. Поскольку все работы в кружке электронной автоматики так или иначе связаны с электричеством, ручки у отверток должны быть диэлектрическими. Отвертки, входящие в комплект электромонтажных инструментов, имеют ширину лопатки 5—7 мм; при монтаже схем чаще всего приходится иметь дело с винтами диаметром 3 мм. Под винты большого диаметра (4—6 мм) также следует приобрести несколько отверток, но с более широкой и толстой лопаткой (9—11 мм).
Отвертки должны быть правильно заточены, иметь закаленные (но не перекаленные) жала и выбираться по размеру в соответствии с длиной шлица на головке завинчиваемого винта. Закалить рабочую поверхность отвертки можно следующим образом: конец отвертки нужно разогреть на огне до ярко-красного цвета и быстро опустить его в воду, а еще лучше в машинное масло. Качество закалки проверяют с помощью напильника. Для этого пробуют опилить лопатку отвертки. Если она с трудом поддается обработке, значит, закалка проведена хорошо. В противном случае операцию повторяют. Операцию закаливания следует повторить также и для отверток, жало которых часто обламывается, т. е. жало у такой отвертки перекалено и его следует «отпустить». В процессе работы рабочая поверхность отвертки затупляется и ее следует заточить на точиле. При этом не следует округлять грани лезвия отвертки.
Толщина жала несколько меньше ширины шлицев на головках соответствующих винтов, чтобы в процессе работы отвертка надежно упиралась в боковые стенки шлицев. Доказательством правильности заточки отвертки служит тот случай, когда винт свободно висит яа конце отвертки, опираясь о грани лезвия боковыми стенками шлица.
Монтажный ноле служит для зачистки проводов. Его можно сделать из обломка ножовочного полотна, заточив на точиле.
Щипцы для снятия изоляции, как говорит название, предназначены для выполнения только одной функции— снятия изоляции с проводов. Разумеется, при известном навыке эту операцию можно удовлетворительно выполнить при помощи остро заточенного монтажного ножа, лезвия бритвы, ножниц, острых бокорезов. Но, как правило, эта операция вызывает большие трудности при проведении монтажных работ в кружках радиоэлектроники. Применение специальных щипцов для снятия изоляции, изготовленных самостоятельно из отрезков упругого листового металла, задачу эту значительно упростит и поможет учащимся научиться правильно монтировать схемы. В челюстях щипцов, предназначенных для снятия хлопчатобумажной или полихлорвиниловой изоляции, сделаны две врезки, боковые кромки которых заострены и служат как режущие поверхности. Конец провода, с которого нужно снять изоляцию, зажимают между двумя врезками. В месте зажима изоляция отрезается, а провод выдергивают из щипцов. Чтобы случайно вместе с изоляцией не обрезать и сам провод, на челюстях щипцов можно установить регулировочный винт, ограничивающий схождение челюстей на определенную величину, зависящую от толщины провода.
Пассатижи — универсальный инструмент для проведения следующих операций над проводами: откусывание, изгибание и распрямление. Небольшие пассатижи длиной 125 мм с успехом используются в монтажных работах, заменяя плоскогубцы и одновременно выполняя роль кусачек для обработки толстых проводов. Для тех же целей также можно использовать 150- или 175-иш пассатижи.
Кусачки (острогубцы) имеют более мощные и большие режущие поверхности, чем бокорезы. С их помощью ?:ожно перекусывать толстый медный провод или любой другой, включая и стальной, но не толще 1 мм, чтобы не «зазубрить» режущие поверхности.
Круглогубцы служат для сгибания проводников и образования колечек при креплении проводов под за* жимы, винты. Рекомендуемые размеры: 125, 150 или 175 мм.
Ножницы используются для обрезки изолирующих оплеток проводов и нарезки листовых материалов (бумаги, лакоткани, фольги, электрокартона).
Шило служит для прокалывания или наметки центров отверстий на поверхности монтажных плат. Шило легко изготовить из стальной проволоки диаметром 1—2 мм, вставив ее в ручку из пластмассы, твердого дерева и т. д. Конец проволоки заострите на точиле.
Резаком режут листовой материал: гетинакс, текстолит, оргстекло и др. Резаки делают из обломков ножовочного полотна, затачивая их на точиле. Ручку резака следует обмотать изоляционной лентой (рис. 5).
Разводной ключ используется для завинчивания и отвинчивания гаек, болтов и винтов с шестигранными и квадратными головками самых различных размеров. Поскольку в кружке электронной автоматики учащиеся сталкиваются в основном с резьбовыми соединениями диаметром от 2 до 6 мм, один разводной ключ с максимальным размером зева 12 мм с успехом заменит набор гаечных ключей.
Торцевой ключ применяют для заворачивания гаек в труднодоступных местах. Его можно изготовить из медной или латунной трубки с толщиной стенок 0,7—1,0 мм. С одного конца в трубку вставляют шестигранную гайку, навернутую на шпильку, и ударами молотка придают ему профиль гайки. На противоположном конце в трубке просверливают отверстие, в которое вставляют стержень — ручку торцевого ключа.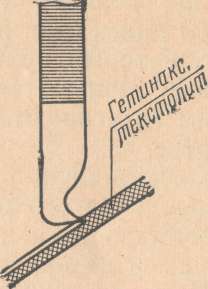
Тиски являются необходимым инструментом для проведения самых разнообразных слесарных работ. В кружке лучше всего использовать параллельные тиски с винтовым зажимом, неповоротные или поворотные с шириной губок 100—120 мм. Тиски нужно надежно привернуть винтами к верстаку, чтобы они не перемещались при зажимании деталей или во время их обработки. Установлены они должны быть таким образом, чтобы учащийся, опираясь локтем на их верхнюю часть, касался подбородка.кончиками пальцев.
Для обработки различных предметов вместе с тисками используется и ряд приспособлений к ним. Круглые изделия зажимают в специальных вставках, имеющих призматические выемки. Обработку предметов, по длине превосходящих размер губок тисков, изгибание металлических листов производят с помощью зажимных угольников. Для этой цели берут два куска углового железа длиной 30—50 см и на расстоянии сантиметра от их концов просверливают по два совпадающих отверстия под винты диаметром 5—6 мм. Обрабатываемую деталь или лист, который нужно согнуть, вставляют между угольниками. Далее угольники зажимают в тиски, а болты по краям затягивают гайками. Теперь предмет готов к обработке.
Когда появляется опасность деформации изделия или повреждения его поверхности, нужно применять, кроме основных, еще и накладные губки из мягких металлоз, например из красной меди, алюминия или свинца.
Накладные губки полезно применять не только для предохранения от порчи закрепляемых деталей, но и для основных губок тисков от повреждения их напильником и для предохранения от порчи самих напильников.
Полированные изделия, требующие дополнительной обработки, надо зажимать в картонных или кожаных вкладышах, приклеенных к рифленым губкам тисков клеем или клейким воском.
Настольные тиски удобны для обработки мелких деталей непосредственно на рабочих местах, тем самым высвобождая слесарный верстак для более крупных работ.
Молоток необходим для выполнения многих видов слесарно-механических работ. Основной характеристикой молотка является его вес. На занятиях кружка используются как тяжелые (200—400 г), так и легкие (30—50 г) молотки. Последние называются также часовыми молоточками.
Из железной пластины изготовьте страхующее приспособление, предотвращающее срыв ручки с молотка. Для небольших молотков достаточно вбить железный клин или гвоздь в рукоятку в том месте, где она всажена в молоток.
Киянка — деревянный молоток, изготовляемый из мягких пород дерева, например липы, применяется для выравнивания и гнутья листов жести, алюминия и других металлов.
Зубило служит для рубки листового металла
Ручная ножовка состоит из ножовочного станка и ножовочного полотна и служит для резки пруткового, профильного, полосового и листового материала. Полотно должно быть укреплено в станке так, чтобы зубьл были направлены вперед, а не назад, и натянуто винтом настолько туго, чтобы не изгибалось во время работы. Зубья ножовки разведены попеременно в обе стороны, так что пропил получается большей ширины, чем толщина полотна ножовки. Это предотвращает заедание полотна в пропиле и облегчает распиловку материала большого сечения. В соответствии с ГОСТ 6645—59 ножовочные полотна выпускаются длиной 250 и 300 мм с шагом зубьев 0,8; 1,0; 1,25; 1,6 мм.
Узкие шлицы, щели и прорези нужно пропиливать специальными тонкими полотнами, рассчитанными под свой станочек. Такая ножовка для мелких работ очень пригодится в кружке.
Тонкие полотна можно сделать и из обычных, сточив боковые плоскости разведенных зубьев на наждачном круге.
Напильники различают по размерам, форме и типу насечки. По типу насечки различают напильники драче- вые, личные и бархатные. Насечки бывают одинарные и перекрестные (двойные). Для твердых металлов более пригодна перекрестная насечка, для мягких — одинарная. Особый класс напильников образуют рашпили, у которых насечка представляет большие короткие зубцы в виде пирамидок, расставленных в шахматном порядке.
По форме напильники различают в соответствии с видом поверхности их сечения: прямоугольные или плоские, треугольные, четырехгранные, круглые, полукруглые, ромбические. Для удобства работы с напильниками на них насаживают ручки.
В таблице 1 приведены основные размеры напильников разных профилей, рекомендуемых для кружка электронной автоматики.
Очень часто для доводок и подгонок используются маленькие напильники — надфили. Обычно надфили продаются наборами, в которых они представлены самых различных сечений. —
Рекомендуется приобрести 1—2 комплекта напильников одного размера всех вышеперечисленных профилей и 3—4 набора надфилей.
|
Таблица I Основные размеры напильников разных профилей
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рашпили предназначаются для обработки мягких материалов (мягкие металлы, дерево, резина и т. д.). Различаются следующие типы рашпилей: плоские, полукруглые и круглые. В практике кружка рашпили бывают часто необходимы для грубой обработки материалов. Рекомендуется приобрести по 1 экземпляру каждого типа рашпилей длиной 250 мм.
Во время работы режущие поверхности напильников и рашпилей забиваются опилками обрабатываемого материала. Стальная щетка как раз и служит для очистки рабочей поверхности этих инструментов от опилок.
Сверла для сверления отверстий в металле, дереве и пластике применяются в настоящее время почти исключительно спиральные. Спиральное сверло обладает спирально изогнутой плоскостью резания. Угол при вершине сверла применительно к большинству твердых и мягких материалов в среднем должен равняться 116— 120°. Наряду с углом при вершине для характеристики спирального сверла имеет существенное значение угол наклона канавки относительно продольной оси. Этот угол в среднем составляет 30—35°. Для сверления некоторых металлов и изолирующих материалов применяются специальные сверла, имеющие другие значения заточки углов при вершине и углов наклона канавки относительно продольной оси. Эти значения в соответствии с обрабатываемыми материалами сведены в таблицу 2.
|
Таблица 2 Заточка сверл для обработки различных материалов
|
Необходимо иметь не менее 3—4 комплектов сверл диаметром от 1 до 10 мм. Причем сверла от 1 до 4 мм достаточно приобрести с интервалом в диаметре 0,5 мм, т. е. 1,0; 1,5; 2,0; 2,5 и т. д., а для размеров от 4 до 10 мм— в 1 мм. Сверла меньших размеров необходимо иметь по нескольку штук в каждом комплекте, поскольку и процессе работы их поломка часто бывает неизбежной. Кроме того, сверх комплекта рекомендуется иметь несколько сверл диаметром 3,2 и 4,2 мм под 3- и 4-мм винты.
Разумеется, выше было сказано лишь о минимальном комплекте сверл, необходимых для занятий кружка электронной автоматики, и ни в коей мере не следует считать излишним и более широкий ассортимент сверл. Сюда же относятся сверла и диаметром более 10 мм. Поскольку сверло большого диаметра не входит в патрон дрели или сверлильного станка, хвостовик сверла следует несколько сточить на токарном станке.
В таблице 3 дана градация диаметров спиральных сверл, выпускаемых нашей промышленностью, в интервале от 0,5 до 20 мм (по ГОСТ 885—64),
Таблица 3
Размеры спиральных сверл
|
0,50 |
1,45 |
2,50 |
4,1 |
5,9 |
8,0 |
10,3 |
12,4 |
16,25 1 |
|
0,55 |
1,50 |
2,55 |
4,2 |
6,0 |
8,1 |
10,4 |
12,6 |
16,5 |
|
0,60 |
1,55 |
2,60 |
4,25 |
6,1 |
8,2 |
10,5 |
12,6 |
16,75 |
|
0,65 |
1,60 |
2,65 |
4,3 |
6,2 |
8,3 |
10,6 |
12,7 |
17 |
|
0,70 |
1,65 |
2,70 |
4,4 |
6,3 |
8,4 |
10,7 |
12,8 |
17,25 |
|
0,75 |
1,70 |
2,75 |
4,5 |
6,4 |
8,5 |
10,8 |
13 |
17,5 |
|
0,80 |
1,75 |
2,80 |
3,9 |
6,5 |
8,6 |
10,9 |
13,1 |
17,75 |
|
0,82 |
1,80 |
2,85 |
4,0 |
6,6 |
8,7 |
11,0 |
13,2 |
18 |
|
0,85 |
1,85 |
2,90 |
4,6 |
6,7 |
8,8 |
11,1 |
13,3 |
18,25 |
|
0,90 |
1,90 |
2,95 |
4,7 |
6,8 |
8,9 |
11,2 |
13,5 |
18,5 |
|
0,92 |
1,95 |
3,00 |
4,8 |
6,9 |
9,0 |
11,3 |
13,7 |
18,75 |
|
0,95 |
2,00 |
3,10 |
4,9 |
7,0 |
9,1 |
11,4 |
13,8 |
19 |
|
1,00 |
2,05 |
3,15 |
5,0 |
7,1 |
9,2 |
11,5 |
14 |
19,25 |
|
1,05 |
2,10 |
3,20 |
5,1 |
7,2 |
9,5 |
11,6 |
14,25 |
19,5 |
|
1,10 |
2,15 |
3,30 |
5,2 |
7,3 |
9,6 |
11,7 |
14,5 |
19,75 |
|
1,15 |
2,20 |
3,35 |
5,3 |
7,4 |
9,7 |
11,8 |
14,75 |
20 |
|
1,20 |
2,25 |
3,40 |
5,4 |
7,5 |
9,8 |
11,9 |
15 |
|
|
1,25 |
2,30 |
3,5 |
5,5 |
7,6 |
9,9 |
12 |
15,25 |
|
|
1,30 |
2,35 |
3,6 |
5,6 |
7,7 |
10,0 |
12,1 |
15,5 |
|
|
1,35 |
2,40 |
3,7 |
5,7 |
7,8 |
10,1 |
12,2 |
15,75 |
|
|
1,40 |
2,45 |
3,8 |
5,8 |
7,9 |
10,2 |
12,3 |
16 |
|
Качественно заточку сверла можно выполнить на специальном заточном станке. Заточенные от руки сверла никогда не дадут хорошей работы, так как почти невозможно совершенно одинаково заточить оба лезвия от руки. К главнейшим ошибкам, возникающим при заточке сверл, надо отнести следующие:
а) неравные длины режущих кромок. Лезвия нагружены неравномерно; диаметр высверленного отверстия будет больше диаметра сверла; сверло бьет;
б) режущие кромки образуют с осью сверла разные углы. Односторонняя нагрузка сверла; диаметр отверстия больше диаметра сверла; сверло бьет.
При сверлении нужно применять охлаждающие средства, одновременно служащие и для смазки. При сверлении стали используют скипидар или смесь из мыль- пой воды и льняного вареного масла, для красной меди — вареное масло, для мягких металлов, как, например, алюминий, — керосин. Небольшие отверстия в латуни сверлят без охлаждения при большом числе оборотов и большой подаче. При сверлении чугуна и бронзы применять эмульсии не следует, потому что мелкие опилки этих металлов, попадая в эмульсию, способствуют еще большему нагреванию и износу сверла.
Сверление производится на сверлильных станках, электрической или ручной дрелью.
Ручная дрель в зависимости от типа может быть од- носкоростной и двухскоростной. Односкоростная дрель с ручным упором позволяет просверливать отверстия до 8 мм. Двухскоростные дрели с грудным упором имеют несколько моделей. Модель ДР-0 позволяет просверливать отверстия диаметром до 6 мм, модель 2ДР — до 15 мм. С помощью двухскоростной дрели с чугунным корпусом можно сверлить отверстия до б мм.
Зенкеры предназначаются для раззенкования отверстий, полученных сверлением, придания им более высокой точности, чистоты, правильной геометрической формы и для введения в них винтов с потайными головками, заклепок с утопленными головками и т. д.
Для конического раззенкования отверстий пригодны также спиральные сверла с углом при вершине 90 Зенкер или спиральное сверло должны соответствовать диаметру головки винта, чтобы, кроме конуса, раззенко- ган был небольшой цилиндр: тогда поверхность головки винта и поверхность изделия будут лежать в одной плоскости.
Развертки применяют в том случае, если важна точность диаметра и гладкость стенок отверстия. Просверлив в этом случае отверстие на 0,1—0,2 мм уже требуемого, его развертывают затем до точного размера соответствующей разверткой. В работе кружка могут быть использованы ручные развертки как прямые, так и конические.
Метчики и плашки. Метчики служат для нарезания резьб в отверстиях. Хвостовик метчика имеет цилиндрическую форму с квадратом на конце для воротка. Обычно метчики составляют комплект из трех инструментов. Первый метчик — черновой — снимает 60% металла, второй — средний — 30%, третий — чистовой— зачищает и калибрует резьбу.
Метчики изготовляются четырех степеней точности: С, Д, Е и Н. Метчики С позволяют нарезать резьбу 1-го класса, метчики Д — 2-го класса, а метчики Е и Н — 3-го класса точности. 3-й класс точности вполне удовлетворяет задачам кружка электронной автоматики.
Диаметр отверстия под резьбу, а следовательно, и диаметр сверла зависят от размера последней. Его можно при метрической резьбе приближенно определить по формуле: dc = d—S, где d — диаметр сверла в мм, d— наружный диаметр нарезки в мм, S — шаг резьбы в мм.
Пример. Необходимо нарезать резьбу МЗ. Шаг резьбы 0,5 мм. Отверстие сверлится сверлом 3—0,5 = 2,5 мм.
Более точные данные диаметров отверстий под нарезание метрических резьб можно получить из таблицы.
Таблица 4
|
Диаметр отверстия под внутреннюю резьбу
|
Пример. Резьба MlOXl-,5; диаметр отверстия 8,45.
На хвостовике метчика маркируется: обозначение резьбы, номер метчика (первый метчик — одна кольцевая риска, второй — две риски, чистовой — без рисок), степень точности (только у чистового метчика) и для инструментов диаметром свыше б мм — марка стали.
Внутреннюю резьбу, как уже указывалось, нарезают при помощи воротка с четырехгранным отверстием, в которое вставляется метчик. Направлять метчик надо всегда вертикально. При нарезании резьбы обычно делают один оборот, а затем пол-оборота назад, потом опять один оборот и т. д. Это делается для получения короткой и легко отделимой стружки.
Плашками нарезают наружную резьбу. В условиях кружка повсеместно используются круглые плашки (лерки). Они имеют форму цилиндра с резьбой. Для резьб диаметром 1—5 мм предназначены плашки типа А и Б. У них 3 отверстия. Для резьб диаметром более 5 мм — плашки типа В с пятью отверстиями. На каждой плашке маркируются: обозначение резьбы, класс точности резь- Гил (для плашек 3-го класса), марка стали, плашка с левой резьбой — буквой Л.
При нарезании резьбы плашки устанавливаются в воротки для круглых плашек (легкодержатели). Наружную резьбу нарезают на стержнях, обточенных до диаметра, равного наружному диаметру нарезки. Плашку навертывают на стержень так, чтобы плоскость ее была строго перпендикулярна стержню. Резьбу нарезают так же, как и метчиком, т. е. после каждого оборота по часовой стрелке делают пол-оборота в обратном направлении и т. д.
В практической работе кружка применяется почти исключительно система метрической резьбы. Наиболее нотребительны в ней наружные диаметры (для бол- юв): 1,7; 2,0; 2,6; 3,0; 3,5; 4,0; 5,0; 6,0; 8,0; 10,0 мм. Однако при постройке различных конструкций чаще всего применяются болты и гайки с резьбой диаметром 3 и I мм, в связи с чем рекомендуется иметь несколько комплектов метчиков и плашек МЗ и М4.
Нарезая резьбы, следует пользоваться смазочными материалами.
При нарезании грубых резьб во всех случаях молено применять сало или в крайнем случае машинное масло.
Ручные ножницы предназначены для разрезания ли< ^ гового металла толщиной до 1 мм. Лезвия их термически обрабатываются. Режущие кромки затачиваются под углом 70°, должны сходиться по всей длине, быть прямолинейными и острозаточенными. Для уменьшения трения плоскости соприкосновения лезвий затачивают под углом 1—2°, зазор между ними допускается не более 0,2 мм (иначе ножницы будут мять металл).
|
Таблица 5 Смазочные материалы
|
|
Таблица 6 Основные размеры ручных ножниц по металлу
|
Шлифовальную шкурку применяют для зачистки и шлифовки различных поверхностей. Выпускается шлифовальная шкурка как на бумажной, так и на тканевой основе в рулонах и в листах. Размер зерен абразивного материала колеблется в широких пределах Зернистость его характеризуется определенным номером в соответствии с ГОСТ 3647—59 (3, 4, 5, б, 8, 10, 16, 20, 25, 32, 40; 50, 63, 80, 100, 125).
Примеры маркировки шлифовальной шкурки:
- Л. БШ-120, 620X900. КрЮ, MB. Б, ГОСТ 6456—62.
Шкурка листовая на бумажной основе марки БШ-120 размером
620X900 мм с кремнием зернистостью 10 на мездровом клее высшего сорта класса Б.
- Р. СЛ. 775X50. ЭБ9, 80. MB. А, ГОСТ 5009=62.
Шкурка рулонная на саржевой основе размером 775 ммХ 50 м с электрокорундом белым 9 зернистостью 80 на мездровой клее высшего сорта класса А.
Инструменты для разметки. Разметочные риски наносятся чертилками, разметочным циркулем. Кроме того, нужны керн и молоток для нанесения углублений (на- кернивания).
Чертилки изготавливают из стальной проволоки диаметром 1—3 мм и термически обрабатывают.
Разметочные циркули различаются по максимальной величине шага, которая колеблется от 50 до 500 мм.
Керн применяют для кернения центров будущих отверстий. Конец керна должен быть заточен под углом 40°, но в случае больших отверстий рекомендуется дополнительное накернивание керном с углом 60°. Удар по керну должен быть резким и сильным.
Измерительные инструменты. В кружке электронной автоматики юному электротехнику могут понадобиться следующие измерительные инструменты: мерительные линейки, штангенциркуль, микрометр, угольник, резьбомер.
Мерительные линейки для работы в кружке могут быть использованы любого типа и длины (деревянные, пластмассовые, металлические), но предпочтение следует отдать металлическим линейкам длиной 30—40 см и 100 см. Пригодны они только для приближенных и вспомогательных измерений.
Штангенциркуль наиболее удобен такой, который соединяет в себе собственно штангенциркуль, нутромер и глубиномер. Он должен служить только для измерений, но не для нанесения рисок. На практике разметку производят специальным разметочным штангенциркулем.
Микрометр позволяет определять размеры с точностью до 0,01 мм.
Угольник с прямым углом применяют при разметке плоских деталей для замеров прямых углов в процессе изготовления плат и корпусов приборов.
Электрифицированный инструмент. В практической работе кружка может быть широко использован следующий электрифицированный инструмент: электродрель, электроножницы, бормашина с электроприводом.
Электродрель, или электросверлилка, применяется для сверления отверстий, полирования и шлифования. Речь идет об электродрели легкого типа, выполненной в форме пистолета, или среднего типа с замкнутой рукояткой на конце.
Дрель с коллекторным универсальным электродвигателем может работать на постоянном и переменном токе, включается в осветительную сеть напряжением 220 в.
Трехфазный двигатель повышенной частоты получает питание от преобразователя частоты тока 200 гц. Электродрель с таким двигателем включать в обычную сеть нельзя.
Основное типы электродрелей и их данные приведены в таблице 7.
|
Таблица 7 Электродрели облегченного типа
|
|
Примечание. При сверлении цветных металлов наибольший диаметр сверла можно увеличить в 1,3—1,6 раза. |
|
Таблица 8 Электроножницы
|
Бормашина в условиях кружка с успехом может бы использована для гравирования шкал и надписей лицевых панелей приборов. Эта задача значительно облегчается, если бормашина приводится в движение электродвигателем с регулятором числа оборотов (например, электродвигатель от швейной машины).
Хранение инструментов. В отношении способа хранения и учета монтажно-слесарных инструментов среди педагогов — руководителей кружков радиоэлектроники существует ряд мнений, каждое из которых заслуживает внимания, поскольку отражает опыт работы отдельных кружков. Приведем несколько примеров, электромонтажные инструменты размещают в несколько рядов на едином общедоступном стенде. Основой такого стенда (рис. 7) является деревянный щит размером 1200X800 мм. Каждый ряд составлен из 15—16 инструментов одного типа: ряд бокорезов, ряд пинцетов, ряд плоскогубцев и т. д. Остальная часть стенда отводится под паяльники. Инструменты вставляются в ячейки-держатели, укрепленные с определенными интервалами на поверхности стенда. Такие держатели легко изготовить из дюралевых уголков с размерами сторон 20X20 мм. Инструменты и соответствующие им ячейки рекомендуется пронумеровать. Под паяльники обязательно должна быть проложена прокладка из асбестоцемента или любого другого негорючего материала.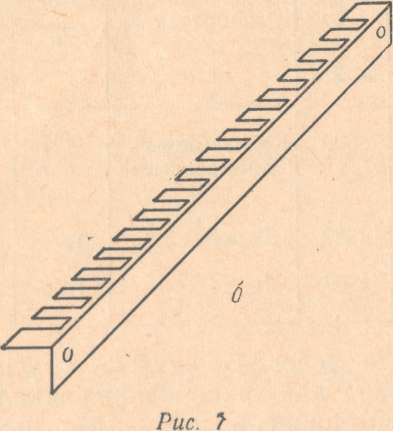
Монтажные инструменты удобно также хранить в отдельных пеналах непосредственно на рабочих местах.
Попал разделен на 5 секций — каждая секция под свой инструмент. Паяльники в этом случае можно оставлять на паяльницах или располагать все вместе на специальном настенном стенде.
Слесарные инструменты хранят в ящиках верстака, в специальном инструментальном шкафу или на открытом стенде.
Под каждый инструмент должно быть отведено постоянное место. Это требование не случайно и вызвано соображениями удобства как для педагога, так и для членов кружка. С другой стороны, определенная система повышает ответственность коллектива кружка за сохранность инструментов и поддержание их в надлежащем рабочем состоянии.
С этой целью ящики верстака делят невысокими перегородками на ячейки в соответствии с размерами инструментов. Желательно, чтобы одноцелевые инструменты содержались в отдельных ящиках: например, в одном ящике — молотки, зубила, керны, в другом — комплект сверл, метчиков и плашек с воротками и леркодержателями, дрель и т. д.
Ксли в верстаке все инструменты поместить не удает|ся или держать их там неудобно, можно для этой же тли оборудовать специальный инструментальный шкаф пли вынести часть инструментов на открытый стенд, устанавливаемый с тыловой части верстака. В этом случае пободные ящики и секции верстака можно использовать ля подсобных целей: хранения отрезков различных материалов, полуфабрикатов, трансформаторного железа и т. д.
Под инструменты используют любой подходящий для этой цели шкаф. Между полками шкафа следует закрепи» наклонно ряд щитов под углом около 60°, разделив также на секции невысокими перегородками. Снизу каждой секции делают подставки, исключающие самопроизвольное выпадение инструментов из своих ячеек.
На вертикальном стенде устанавливают держатели инстрyментов, изготовленные из дюралевых уголков или отрезков листового металла. Любой инструмент можно свободно взять со стенда и вставить обратно на свое место. Таким образом, удобство здесь сочетается с наглядностью.
Чтобы исключить путаницу при расстановке инструментов после окончания работы, на основании каждой секции во всех рассмотренных случаях рекомендуется нарисовать нитрокраской яркого цвета силуэты этих инструментов.
Особо следует сказать о содержании сверл и измерительных инструментов.
Для хранения сверл удобнее всего использовать колодку, изготовленную из отрезка толстой доски (5— 6 см). В доске просверливают ряд отверстий-гнезд на глубину 2—4 см теми же сверлами, которые будут затем установлены в высверленных отверстиях. Около каждого гнезда проставляют размер сверла. Такое хранение сверл предохраняет их от порчи и позволяет быстро находить сверло нужного размера.
Колодку с набором сверл помещают в отведенной для них секции в ящике верстака или в инструментальном шкафу. Так же рекомендуется поступить с комплектом резьбонарезного инструмента.
С измерительными инструментами обращаются бережно, хранят в особых футлярах. После работы их надо чистить и слегка смазывать белым вазелином.